User Friendly CNC Controls, Turn-key professional service for Milling Machines, Lathes, Routers, Plasma, Laser & special applications. Do-It-Yourself professional grade CNC control kits
Field Guide to Centroid Controls, 1993 through 2010
If you wondering what the difference is between an M20 and an M40 or M400, this is the page for you.
All Centroid controls built from 1993 to present share the same basic architecture: PC-based software providing conversational programming, job and tool setups, and a CNC G code interpreter; an expansion board in the PC running the core control tasks (position-holding loop and processing of PLC input/output logic); a servo amplifier to regulate motor power; and a PLC hardware unit to provide connection to machine switches and relays.
The differences among the various models offered over the years mostly relate to control hardware evolution (new and more capable generations of the Centroid controller board, servo drives, and PLC units); PC hardware evolution (e.g. as CRT's disappeared in favor of LCD panels); and marketing strategies (Centroid generally tried to maintain both a full-featured "flagship" control and a less capable "entry-level" control).
In general, all control models run, or have the potential to run, the same control software. Most of the important features that you think of as making a capable control -- an easy user interface; the ability to run very large CNC programs; simultaneous 3-axis and 4-axis interpolation -- are available regardless of the age or model of the control. At most a PC and controller board upgrade are all that is needed to allow a 12 year old M40 control to run today's latest software with all its new features.
The following are roughly in chronological order:
M10, M20, M40, M50, M60 These controls were built between 1993 and 1997. The console incorporated a 14" color or monochrome CRT. The computer was a mini-tower AT-style computer, in the magnetics cabinet on the side or back of the machine. All factory-wired controls used Centroid DC servo drives: either a 3-axis SERVO1, or a 4-axis QUADDRV. Some field retrofits by the more capable dealers used higher-powered third party AC or DC drives through the OPTIC1 drive interface. The M40 was the flagship control, with a PLC I/O unit with 15 inputs and 15 (or in a few cases 8) relay outputs, and optionally with analog spindle speed control. In the first year or so the PLC unit was a flat board, with the inputs along the top edge and the relay outputs across the bottom. From late 1994 on M40 controls used the RTK2 PLC unit: a stack of three boards, plus a short board joining the ends. The RTK2 combined the 15 inputs and 15 outputs with a logic power supply and AC fusing and distribution.
M10, M20, M40, M50, M60
The M50 and M60 were identical to the M40. The M50 was an M40 sold through YCI/Supermax, mostly on the YCM-40 knee mills. The M60 was an M40 sold through Millsite Engineering, on their various machines.

The M10 and M20 were entry-level controls. The main difference was more limited PLC capability. They used either the "PLC Lite" board, with 1 input and 2 relay outputs, or the RTK1 board, which incorporated the input and outputs of the PLC Lite plus assorted AC power distribution and fusing, in order to simplify cabinet wiring.
The M10 ran on 110VAC service. The M20 was the same control, but with transformers to support 208/240VAC service.

Magnum/Phoenix Routers
Also between 1994 and 1997, Magnum Technologies in Warren, Pennsylvania built a little over 100 wood routers using essentially a board level M10/M40 control.
Magnum built their own enclosures: generally a floor-standing cabinet with space for the computer, monitor, and keyboard. In some cases the magnetics (transformers, contactors, and servo drive) were in the lower part of the console enclosure. In other cases they were in separate cabinets on the base of the machine.

Magnum also built their own handheld operator pendants, by placing the M40-style keypad in a red metal box. The box usually covered up the right side of the keypad, containing the spindle controls, coolant controls, and Aux keys. Only the axis jogging controls and CYCLE START and CYCLE CANCEL buttons were left accessible.
Many Magnum controls -- perhaps most -- did not include a PLC I/O board at all. Limit switches were wired only to the servo drive; Emergency stop cut motor power, but did not explicitly signal the PC. As a result, error messages on a Magnum are not as informative as they would be on a control with a PLC unit.
Revolution Machines
From 1995 through 1999, Revolution Machine Technologies in Newberg, Oregon built about 150 bed mills using Centroid controls. Most of these were "board level" controls: Revolution bought Centroid's controller boards, servo drives, PLC units, and variously consoles or jog panels, and put everything together themselves.
From 1995 through 1997 Revolution used the M40-style console.

When Centroid introduced the M400 and discontinued the M40 console in 1998, Revolution designed their own enclosure using an off-the-shelf CRT, sealed keyboard, and the M400 jog panel.
Nearly all Revolutions used the SERVO1 or QUADDRV DC servo drives, and the RTK2 PLC I/O unit.

M400 and T400
With the decline of CRT monitors and the rise of LCD panels, Centroid redesigned their flagship control console.The computer is a PC104-bus industrial motherboard inside the control console. The 3-axis SERVO1 and 4-axis QUADDRV servo amplifiers remained unchanged, as did the RTK2 PLC unit.
M400 controls of this style were built from 1996 through 2002.
The T400 lathe control, using the same console and cabinet design, was also introduced in 1996.

In 1995, Centroid developed a compact 2-axis control called the CNCDRO. It was intended to capture some of the entry-level market from Prototrak. In an effort to save cost and space, everything was built into the console: PC, servo drive, power supplies, etc.. Programming was conversational-only, though an option was available to translate G code programs into its conversational format. The PC keyboard was considered optional: all tasks were done using the built-in jog keypad plus a strip of soft keys below the screen. Reliability suffered because of the dense packing. Tech support and maintenance were hampered by the lack of a keyboard. Software maintenance became difficult because the CNCDRO had its own specialized software: it was the only control model built that did not share the CNC7 (now CNC10) software with the rest of the family. The CNCDRO was discontinued after two years.
M-15
Centroid chose instead to build an entry level 3-axis control that would use the CNCDRO console design, but with the servo power supply outside the console; with a keyboard standard; and running the same CNC7 software as the other controls. The result was the M15. The servo drive initially was a SERVO1 with more limited current output (9.5A/axis instead of 12A/axis) in order to limit heat buildup in the console. The drive is mounted inside the top cover of the console.

Later M15 models used a new drive design, M15DRV1, which combined the SERVO1 drive with a modest amount of PLC I/O (6 inputs and 6 solid-state outputs).The first M15 controls used an AT-style motherboard and ISA-slot control board. Later models used the PC104 motherboard and control board that were adopted for the M400.
A few T15 lathe controls were built, notably for use on the Ameritech Slant-30 and the Victor NC-1118.
M39, M39S, T39 and T39S
In late 1997, in response to dealer and retrofitter demand for a low-cost entry level control that was more versatile than the M15, Centroid introduced the M39. As the designation implies, it was considered a step back to the M40, but with the further deletion of the M40 console with its high production cost and hard-to-find CRT.
The M39 was essentially an M40 cabinet: mini-tower PC, SERVO1 drive, and 15/15 PLC unit; combined with the M400 jog panel in a handheld pendant; and with no monitor or keyboard at all. Centroid provided a tray, and the dealer or customer supplied any PC keyboard and monitor they chose.
In 2001, Centroid expanded the M15DRV1 concept to build a combined 3-axis DC servo drive and PLC I/O unit called the SERVO3IO. M39 controls using this new unit were designated M39S.
In 2002, when the M400 console was redesigned as the "Uniconsole-2" M400, the new jog panel was also brought to the M39 and M39S.
In 2004 the DC3IO servo drive and PLC I/O unit replaced the SERVO3IO in the M39S controls, providing more PLC inputs and outputs.
Throughout production of the M39, Centroid has offered corresponding T39 lathe controls. Many of the T39 and T39S controls have been retrofitted to Hardinge HNC and CHNC lathes.


Uniconsole-2 M400, M400S, T400 and T400S
These controls have been built since 2002, when scarcity of the 10.4" LCD panels forced another console redesign. The new console uses a 15" color LCD panel, adapted from consumer-market monitors.
The jog panel was modified to a tall-and-narrow layout to better fit next to the larger LCD. A sloping keyboard tray was added. A conventional PC keyboard is standard. A sealed membrane keyboard like the one on the original M400 is optional.
For the first year or so, the control PC was back in the magnetics cabinet, a la M40. The PC104 industrial motherboard was abandoned in favor of consumer micro-ATX motherboards: initially with an ISA-slot CPU7 or CPU9 board; later with a PCI-slot CPU10 board.
In mid-2003 Centroid expanded the new console to make room for the PC motherboard assembly behind the LCD panel. Initially these consoles used the ISA-slot CPU7 board, plugged into a right-angle adapter in the motherboard's ISA expansion slot.
In mid-2004 Centroid changed over to the PCI-slot CPU10 board and added enough depth to the sheet metal to allow the CPU10 to plug directly into the PCI slot, eliminating the right-angle adapter.
The entry-level M400S and T400S controls used the same combined DC servo drive and PLC units as the M39S and T39S: initially the SERVO3IO, then later the DC3IO with more inputs and outputs.
The M400 and T400 flagship controls used a new generation of brushless AC servo drives: first the SERVO4, then later the SD3 and SD1. For PLC I/O they used a new expanded unit called PLCIO2, with 35 inputs, 22 relay outputs, and 17 solid state outputs.
In 2004 the RTK3 PLC was introduced for use in AC-servo controls on mills with typical automatic tool changers. The RTK3 provides essentially the same inputs and outputs as the PLCIO2, plus logic supplies, AC power distribution, and a layout which simplifies wiring of typical ATC machines.


MPU11 Based CNC controls
Beginning in 2010, Centroid introduced a new generation of control hardware and software, centered on the MPU11 motion control board. The MPU11 took the control functions that had previously been handled by the CPU7 and CPU10 expansion cards in the PC, and put it on a panel-mounted board which communicates with the PC over an ethernet link. Externally, these controls look just like the Uniconsole-2 M400, T400, M39 and T39 controls. The jog keypad is the same, and the console design for the M400 and T400 controls is the same (except, of course, there is no expansion card inside the computer). Internally, the control cabinet layout and wiring are significantly different.

Updates for Older Centroid CNC controls
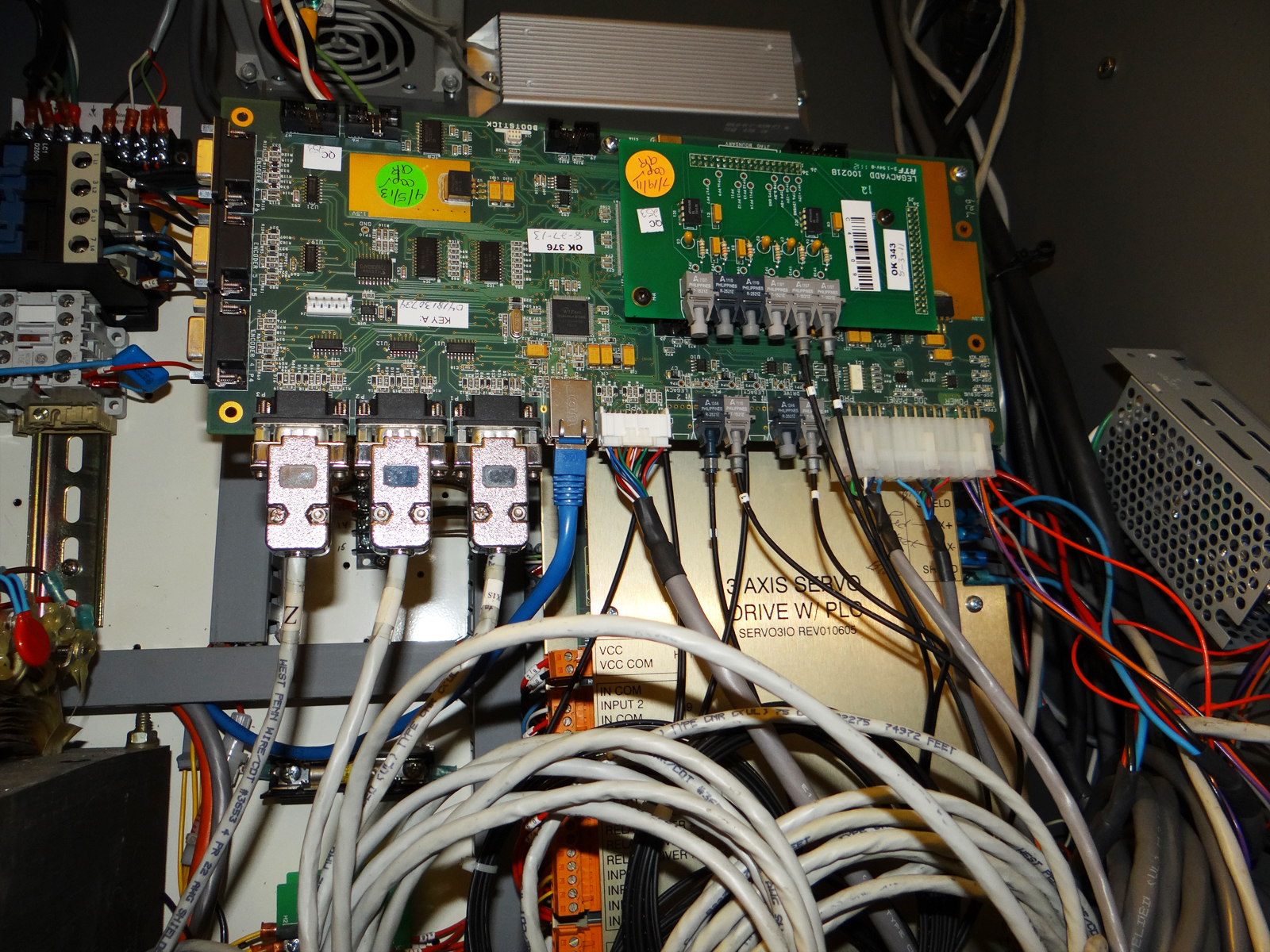
Centroid has also developed a way to update most older Centroid CNC controls to the windows based MPU11 hardware and software. The creation of a "Legacy Add" daughter board allows the MPU11 to command older CENTROID Servo drives and PLC's. This can be a huge time savings when upgrading older Centroid CNC controls systems since there is little or no rewiring! All the existing Servo drive(s), power supplies, PLC (limits, lube, flood etc..) cables and wires stay exactly where they are. Just move the fibers from the Old centroid CNC7,9 or 10 card to the MPU11 with the Legacy Add board and install a new PC and you are good to go. The only real work involved is updating the new PLC program to match the old hardware. Most of the time this can be done ahead of time so the actual install can be less than two hours for a simple machine. click here for the Legacy Add install manual.
Photo on the right is a new MPU11 with Legacy Add card controlling a 2005' Centroid Servo3io based control. all the extra encoder cable and fiber cable is because the old cnc10 card was mounted in the console and now the new MPU11 card is mounted in the cabinet. the cables were simply pulled back down into the electrical cabinet to connect to the MPU11

Centroid CNC Retrofits:
You will also find M40, M39, M400, T39 and T400 controls on a wide variety of dealer-retrofitted machines. The larger and more complex retrofits are nearly always done "board level". The dealer will typically use a Centroid console; either a Centroid PLC or the OPTIC232 interface to a Koyo DirectLogic PLC; and either a Centroid servo drive or the OPTIC1 (or NOPTIC1) interface to third-party torque mode servo drives, with drives from Yaskawa, AMC, Control Techniques, or others. All cabinet wiring on these controls is done by the dealer/retrofitter. There can be considerable variation in design and layout, but from the CNC programmer and operator's viewpoint it works just like any other Centroid control. check out the Gallery page for great examples of Centroid CNC retrofits. click here..
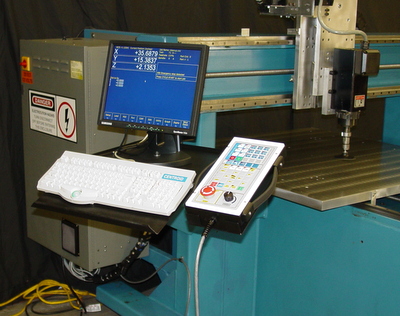
Terry at Arrow Controls doing the final setup on a Modern MPU11 based Centroid CNC control for a 4 axis retrofit on a Hillyer VMC
CENTROID Facebook Page
We use our facebook page to announce a wide variety of
CNC related news blurbs, new CNC products, CNC product updates, CENTROID web page updates and additions, customer stories, and to showcase CENTROID dealer CNC videos & photos. Sign up and check out all the great CNC links and info. Send Keith an email at cnckeith@gmail.com if you have a CNC photo,video or interesting CENTROID related web page and I'll post it on our facebook page for all to see.
CENTROID YouTube Channel
In addition to the videos on our web site, We have been posting many new and old classic CNC videos on YouTube. Here is link to our YouTube channel. CENTROID's YouTube Channel. Send Keith an email at cnckeith@gmail.com if you have a CNC video that we can link to or post for you